|
[#1]
Quoted: There is a massive difference between volume production on dedicated equipment, in a dedicated process, and making 250 pcs, once, via the most cost effective and timely means at your disposal. Based on previous conversations I think he did these on a manual machine...you are also checking inbound components, which means the ones you see are the ones that made it though some other operations quality process. Honestly you should never see any defects, you're the customer. What I was alluding to was what we call setup parts. Typically in machining, when you are making a volume of parts you'll have a setup part or two. Of course you can make the first part perfect but it's a different method and depending on the equipment, sneaking up on a dimension doesn't guarantee that the next part will be in tolerance. I've done both, millions of parts a year for 20 years to a company that built outdoor lighting and one piece high precision hardened tool steel components for too and die work. Your comparison is invalid. They are different worlds. Having useful knowledge and knowing how it is applicable to various situations is useful and the key to progress. Your post is useful. It also eliminated all doubt and called out the useless bragging. |
|
|
|
[#2]
Quoted: CPK isn't just about making good parts. It's about statistical analysis of dimensional stability. Basically he wants to know if other people can make this as well as you do. Which is a bullshit question. Exactly. He already knows nobody can make them as good as me.  Just kidding. But, a couple days before he wrote this email, he asked about another lot of parts that get modified. I've done them several times but didn't have time to get this last batch within the time frame he needed. So, he went to another shop. Over 50% scrap. Too far out of tolerance for him to use. On a +/-.08mm. "Would you just fit these in where ever you can? We'll wait". It's nice to be appreciated. 
|
|
|
|
[#3]
Quoted: I been machining and designing a long time. Sometimes I get in pretty deep but have always felt comfortable that I'll figure it out. No problem. I always have. Even with some pretty complex or difficult tasks. I'm sure this will be simple for math guys or, specifically, production engineers. But I got asked my opinion on a specific type of "tolerancing" that I'm not familiar with. I made 250 parts for a customer. They were in tolerance. Once specific tolerance of one feature was +/- .03mm. Customer writes: "These XXXXXX turned out great – awesome job. Per the usual, not surprising ?? (eta: the smiley face posted as question marks) I failed to relay a capability request to you – the Design Engr was hoping for 1.33cpk min on this 5.47 +/- .03mm dim. You being the wizard you are, hit 1.33 cpk without even babysitting it (data below). Anyway, long-term, I hope to MIM this part. If I get jammed up for some reason and need to machine this part long term, there’s no reason any shop worth its salt couldn’t hit 1.33pk on this dim/tol, right? Just a single tool making a pass, and as long as wear and radil comp is monitored…I would think it wouldn’t be an issue. Your thoughts? " I never heard of cpk.  https://sixsigmastudyguide.com/process-capability-cp-cpk/#:~:text=How%20to%20Calculate%20Cpk,-Cpk%20is%20a%20measure%20to When I have to start looking up the terms they're using to get the shit they need like Z-score, Standard Deviation, Specification limit....and all the fargin' formulas to find them. My head hurts. I'll be able to get it eventually but this shit is 'tarded. Egg head. College whizz kid shit. I understand the value of the info for production and prediction of processes. But, I had to tell him that if he asks the average shop to be able to hit a 1.33cpk, I'm not sure how many are going to understand the request. First time in my career I've felt a little under equipped. This should only apply to production parts. Are you a machine shop or production facility. Capability calculations can only be meaningful if the process is already in a state of statistical control. The parts have to be measured in run order not randomly. Why do they care what your process capabilities are? |
|
|
|
[#4]
Someone's old math teacher is laughing somewhere.
|
|
|
|
[#5]
Quoted: This should only apply to production parts. Are you a machine shop or production facility. Capability calculations can only be meaningful if the process is already in a state of statistical control. The parts have to be measured in run order not randomly. Why do they care what your process capabilities are? They don't. They know there is a high likelihood they will get good parts from me. He was asking the likelihood of "any shop" being able to hit 1.33 cpk in production. |
|
|
|
[#6]
Quoted: They don't. They know there is a high likelihood they will get good parts from me. He was asking the likelihood of "any shop" being able to hit 1.33 cpk in production. Quoted: Quoted: This should only apply to production parts. Are you a machine shop or production facility. Capability calculations can only be meaningful if the process is already in a state of statistical control. The parts have to be measured in run order not randomly. Why do they care what your process capabilities are? They don't. They know there is a high likelihood they will get good parts from me. He was asking the likelihood of "any shop" being able to hit 1.33 cpk in production. In my experience it all depends on the process. Painting process are abound .8 Cpk. For a machine shop I always looked at past performance. It sounds like you are good to go. For serial production it becomes an issue because of cost and first time yield. This coupled with production schedules is where it becomes important. |
|
|
|
[#7]
Quoted: They don't. They know there is a high likelihood they will get good parts from me. He was asking the likelihood of "any shop" being able to hit 1.33 cpk in production. Sounds like you are well appreciated, but someones boss thinks you're slow and expensive. That's not uncommon for good work. |
|
|
|
[#8]
Did these parts have an FAI ?
|
|
|
|
[#9]
Quoted: Did these parts have an FAI ? This company doesn't require FAI from me. I do prototypes. Short run pre-production. Design and build proof of concept models. Nothing I build will go into a production instrument that would touch a patient (human patient. I've done plenty of lab use instruments tested on pigs) I've done FAI for other companies, mostly because they have trouble with suppliers missing stuff. No big deal for me. |
|
|
|
[#10]
Quoted: This company doesn't require FAI from me. I do prototypes. Short run pre-production. Design and build proof of concept models. Nothing I build will go into a production instrument that would touch a patient (human patient. I've done plenty of lab use instruments tested on pigs) I've done FAI for other companies, mostly because they have trouble with suppliers missing stuff. No big deal for me. Prototypes.......every inspection is a first article. |
|
|
|
[#11]
Quoted: Prototypes.......every inspection is a first article. True. I do some special machine replacement parts that they want 100% FAI on. Kind of a pain. Go through the print and number every dimension. Fill out the report with every nominal dimensions then measure every freakin one. Some are a pita to measure like over rolls or balls. Got accused of pencil whipping a report to a new customer when almost every dimension was measuring nominal. Told the purchaser to run it through their inspection dept and get back to me.  Ended up doing a lot of work for them over the years. |
|
|
|
[#12]
You aren't under equipped. They are using language that is not appropriate or technically valid for the application.
That's on them, not you. |
|
|
|
[#13]
Quoted: You aren't under equipped. They are using language that is not appropriate or technically valid for the application. That's on them, not you. This! |
|
|
|
[#14]
So, I’m a machinist who happens to be an inspector for the last 20 years. The process is an SPC method of tracking critical dimensions. I work for a major defense contractor and we use a program to track such things. Our CMM software automatically enters the data that engineering needs to be tracked. Although we still do manual data entry on a couple of parts. It will show and track critical dimensions historically over time. If your customer requires that I’d make sure they request it up front and then charge accordingly.
|
|
|
|
[#15]
Quoted: So, I’m a machinist who happens to be an inspector for the last 20 years. The process is an SPC method of tracking critical dimensions. I work for a major defense contractor and we use a program to track such things. Our CMM software automatically enters the data that engineering needs to be tracked. Although we still do manual data entry on a couple of parts. It will show and track critical dimensions historically over time. If your customer requires that I’d make sure they request it up front and then charge accordingly. For what he does I would tell them to pound sand. |
|
|
|
[#16]
True, too much trouble, especially as an afterthought. And software is not cheap I assume (SAP, Infinity, PiWeb, etc.)
|
|
|
|
[#17]
Quoted: As a former quality engineer I suspect it's parts per thousand. But I've been out of the game for a while. I think they are looking for a minimum variance of that requested amount. Don't know what you are making but in the plastics world we used 6 sigma. Quoted: Quoted: Tolerances are tolerances.  Sounds like the latest corporate double speak to make someone sound smart. Sounds like the latest corporate double speak to make someone sound smart.1 cpk = 3 sigma, the customer in the OP is asking for 4 sigma. (sigma = 1 standard deviation) It is SPC lingo. Depending on how things are manufactured, this may or may not have meaning. If the parts don't follow a normal distribution curve it all goes out the window. It can be done in Excel, but Minitab does things like run charts distribution charts. Minitab will also spew garbage if you don't know what you are doing, which are high percentage "Six Sigma" graduates. |
|
|
|
[#18]
Quoted: CpK should not be using the 4 set up pieces since it’s measuring a production process. If you get discreet POs for a quantity of parts instead of a production schedule agreement with forecast you really shouldn’t be concerned with this. When I started in aerospace we made parts that were used on the space station - certain people were pushing 6Sigma when we were making one piece….. Quoted: Quoted: Quoted: Quoted: Quoted: Quoted: There were 2 scrap. Running 250 parts, I get the process down to predictable by 100% inspection of about the first 20. Then every 10 or so parts for critical dims or more if there is anything wonky. Like if that inspected part gets close to the edge, I'll look closely at the tool and setup to determine why. Its kind of an "on the fly" application of what the cpk end result shows. Only I can catch the issue before running 250 parts, instead of looking at some computer data after they're all ran and saying " Dang, these are all over the place" or "Awesome job, ridgerunner precision, as usual". In mass production those 2 bad per 250 is terrible, I cover about 100 million components inbound to our plant a year, we aim for a PPM (defects per million) of under 50-this cast, stamped, machine, plastic, rubber etc. Your Cpk can help you understand process variations and help target those issues for elimination. Setting control limits at 75% of the tolerance is a good start to reducing defects. Not trying to insult you but the 2 bad parts is 8000 PPM, we would be in weekly meetings and doing 100% inspection on every part with that performance if I had a supplier shipping at those rates. LOL. Those two were in the first 4 parts and weren't shipped, obviously. You don't do setup parts? My post is to help understand WHY they are asking you about the process capabilities. And it sounds like there will be issues in production from the information provided I'm not trying to be an asshole or sparky. May I ask what you do? The reason I ask is I don't think you understand how a machine is set up, dialed in and then ran. The set up took 4 parts to dial in. Nothing was changed for the next twenty with 100% inspection. Nothing was changed for the next 230 with 10% inspection with zero scrap. CpK should not be using the 4 set up pieces since it’s measuring a production process. If you get discreet POs for a quantity of parts instead of a production schedule agreement with forecast you really shouldn’t be concerned with this. When I started in aerospace we made parts that were used on the space station - certain people were pushing 6Sigma when we were making one piece….. Funniest thing I have read in a while. |
|
|
|
[#19]
Quoted: CPK isn't just about making good parts. It's about statistical analysis of dimensional stability. Basically he wants to know if other people can make this as well as you do. Which is a bullshit question. Comparing a machined part to a MIM one would be pretty pointless. Also for dimensional stability, a run chart would be more useful. |
|
|
|
[#20]
Quoted: I stopped caring about six sigma and all that when I realized that it was a way of boiling common sense down to math problems for engineers that were too lazy to get out in the shop and understand the manufacturing needed for their parts. Six Sigma was a fad, but statistical process control is a thing. You not understanding it doesn't change anything. |
|
|
|
[#21]
Quoted: Tolerances are tolerances. Sounds like the latest corporate double speak to make someone sound smart.That term is at least as old as WWII, well probably befroe then. Statisticl process control, not six sigma and stuff like that has taken over because the WWII demings SPC methods dont always fit in with all sorts of production Guy want to know that if he orders 100,000 parts, all should meet the range , because the process is good enough maybe one in one million will fail. Thats pretty basic and likely off, but its the gist of it |
|
|
|
[#22]
Quoted: Huh. Sounds weird. We operate on 100% in tolerance. If it's out it gets tossed. Quoted: Quoted: 1.33 cpk = can you produces within tolerances 99.99% of the time. At least that’s what 30 seconds on google taught me. Huh. Sounds weird. We operate on 100% in tolerance. If it's out it gets tossed. Customer isnt expecting you to make out of tol parts. Certainly not ship them. Tossing out of spec parts leads to late deliveries and higher costs that may get passed on to him, and then there's a higher chance that some out of spec part does get by inspection amd sent to him. The idea is the process and machines are capable of consistently making parts that meet spec (or half tol) - 999,940 do and maybe only 60 dont out of one million oarts made, for a Cpk or 1.33 If youre not that good, why not? What are you going to do or need to do to be that good? To get better you have to ask those questions and find out why not. Anybody can ship parts 100% in tol. But How much did you have to scrap to get that done? |
|
|
|
[#23]
Advise the customer that machine shops generally work in inches or millimeters and they will need to call out tolerances in either of those units of measure.
|
|
|
|
[#24]
Quoted: Customer isnt expecting you to make out of tol parts. Certainly not ship them. Tossing out of spec parts leads to late deliveries and higher costs that may get passed on to him, and then there's a higher chance that some out of spec part does get by inspection amd sent to him. The idea is the process and machines are capable of consistently making parts that meet spec (or half tol) - 999,940 do and maybe only 60 dont out of one million oarts made, for a Cpk or 1.33 If youre not that good, why not? What are you going to do or need to do to be that good? To get better you have to ask those questions and find out why not. Anybody can ship parts 100% in tol. But How much did you have to scrap to get that done? Quoted: Quoted: Quoted: 1.33 cpk = can you produces within tolerances 99.99% of the time. At least that’s what 30 seconds on google taught me. Huh. Sounds weird. We operate on 100% in tolerance. If it's out it gets tossed. Customer isnt expecting you to make out of tol parts. Certainly not ship them. Tossing out of spec parts leads to late deliveries and higher costs that may get passed on to him, and then there's a higher chance that some out of spec part does get by inspection amd sent to him. The idea is the process and machines are capable of consistently making parts that meet spec (or half tol) - 999,940 do and maybe only 60 dont out of one million oarts made, for a Cpk or 1.33 If youre not that good, why not? What are you going to do or need to do to be that good? To get better you have to ask those questions and find out why not. Anybody can ship parts 100% in tol. But How much did you have to scrap to get that done? What the bean counters and egg heads need to understand, is when they ask for things like 1.33cpk, they are paying for holding 1/2 the tolerance called for on the print. |
|
|
|
[#25]
Quoted: If youre not that good, why not? What are you going to do or need to do to be that good? To get better you have to ask those questions and find out why not. Anybody can ship parts 100% in tol. But How much did you have to scrap to get that done? Too much 6 Sigma Kool aid? Because he doesn’t need to be “that good”. He does prototypes. He is not a production house! |
|
|
|
[#26]
You know standard deviation? Think of that as the width of your car.
Your garage is your tolerance range. Cp is how big the garage is compared to your car. Cpk is how big the garage is compared to to the car, AND how close to center you parked it. It's a statistical method that measures how capable your process is, i.e. how likely you are to make a part out of spec. |
|
|
|
[#27]
Quoted: Huh. Sounds weird. We operate on 100% in tolerance. If it's out it gets tossed. |
|
|
|
[#28]
Quoted: Too much 6 Sigma Kool aid? Because he doesn't need to be "that good". He does prototypes. He is not a production house! Ridge made parts that are that good...well because he can and he has pride in his work. But he applied SPC himself in doing so. He 100% checked the first 10% of the run then check critical dimensions on a scheduled basis in the remainder of the run. He was checking the entire process, himself, the tooling, setup and the repeatability of the machine. Ever tried to do work on a clapped out piece of equipment that truly doesn't repeat? It's absolutely maddening. Ridge applied an appropriate level of statistical process control, learned the characteristics of the system he was using and got an excellent result. It's not any more complicated than that on low volume stuff. |
|
|
|
[#29]
Quoted: SPC does have its good uses, and the concepts are valuable if applied in a way that's appropriate. Ridge made parts that are that good...well because he can and he has pride in his work. But he applied SPC himself in doing so. He 100% checked the first 10% of the run then check critical dimensions on a scheduled basis in the remainder of the run. He was checking the entire process, himself, the tooling, setup and the repeatability of the machine. Ever tried to do work on a clapped out piece of equipment that truly doesn't repeat? It's absolutely maddening. Ridge applied an appropriate level of statistical process control, learned the characteristics of the system he was using and got an excellent result. It's not any more complicated than that on low volume stuff. Quoted: Quoted: Too much 6 Sigma Kool aid? Because he doesn't need to be "that good". He does prototypes. He is not a production house! Ridge made parts that are that good...well because he can and he has pride in his work. But he applied SPC himself in doing so. He 100% checked the first 10% of the run then check critical dimensions on a scheduled basis in the remainder of the run. He was checking the entire process, himself, the tooling, setup and the repeatability of the machine. Ever tried to do work on a clapped out piece of equipment that truly doesn't repeat? It's absolutely maddening. Ridge applied an appropriate level of statistical process control, learned the characteristics of the system he was using and got an excellent result. It's not any more complicated than that on low volume stuff. No need to over tolerance if you don’t need to. |
|
|
|
[#30]
Quoted: No need to over tolerance if you don't need to. This discussion assumes that the tolerancing is appropriate. |
|
|
|
[#31]
The more I think about it, the more this is a "feel good" thing for a customer, a "back patting" thing for a manufacturer, and a "diagnostic/process confirmation" thing for the guys in charge of making good parts on a given machine/line.
The customer would need to have on site personnel to confirm that all parts coming off the line/machine are being entered into the data base. Otherwise, the cpk number is meaningless. The manufacturer is always looking for ways to show what a good boy they are, whether or not they mean anything. The dude/s who are responsible for the line/machine making good parts, not scrapping much, being efficient, I could see valuing this sort of data. It's done on a "gut level" basis by most anyone doing short run production. For higher quantity, a program and consistent data entry would be the way to go. You'd develop tool replacement schedules. Notice any variance in batches of materials or castings. Operator inconsistencies. Etc In reality, most places would just be thrilled to get parts that consistently pass their QC dept.
|
|
|
|
[#32]
Quoted: The more I think about it, the more this is a "feel good" thing for a customer, a "back patting" thing for a manufacturer, and a "diagnostic/process confirmation" thing for the guys in charge of making good parts on a given machine/line. The customer would need to have on site personnel to confirm that all parts coming off the line/machine are being entered into the data base. Otherwise, the cpk number is meaningless. The manufacturer is always looking for ways to show what a good boy they are, whether or not they mean anything. The dude/s who are responsible for the line/machine making good parts, not scrapping much, being efficient, I could see valuing this sort of data. It's done on a "gut level" basis by most anyone doing short run production. For higher quantity, a program and consistent data entry would be the way to go. You'd develop tool replacement schedules. Notice any variance in batches of materials or castings. Operator inconsistencies. Etc In reality, most places would just be thrilled to get parts that consistently pass their QC dept. We made bad parts setting up etc but bad parts didn't ship. As LEDs became common that business got sold to China, they couldn't produce the parts. I sold parts into China for several years while they tried to get setup. At scale it's very valuable, as the volume drops it becomes impractical. |
|
|
|
[#33]
What instrument is being used to measure that dimension? Is it linear or geometric?
|
|
|
|
[#34]
In charge of manufacturing medical devices. Did two cpk calculations already today. Talk about a strange coincidence thread.
|
|
|
|
[#35]
Quoted: The more I think about it, the more this is a "feel good" thing for a customer, a "back patting" thing for a manufacturer, and a "diagnostic/process confirmation" thing for the guys in charge of making good parts on a given machine/line. I had a contractor years ago that made aircraft engine parts for PW, GE, RR etc… I asked them what their SPC strategy was and Cpk. They said they did not know because they 100% inspected everything. They had -11 contracts with the government and made money on every part they made. |
|
|
|
[#36]
Quoted: The more I think about it, the more this is a "feel good" thing for a customer, a "back patting" thing for a manufacturer, and a "diagnostic/process confirmation" thing for the guys in charge of making good parts on a given machine/line. The customer would need to have on site personnel to confirm that all parts coming off the line/machine are being entered into the data base. Otherwise, the cpk number is meaningless. The manufacturer is always looking for ways to show what a good boy they are, whether or not they mean anything. The dude/s who are responsible for the line/machine making good parts, not scrapping much, being efficient, I could see valuing this sort of data. It's done on a "gut level" basis by most anyone doing short run production. For higher quantity, a program and consistent data entry would be the way to go. You'd develop tool replacement schedules. Notice any variance in batches of materials or castings. Operator inconsistencies. Etc In reality, most places would just be thrilled to get parts that consistently pass their QC dept. If I'm setting up a line to produce a couple million cans a day, I care a lot about the process variation. I have allowable min and max fill levels. Of course inspection equipment will reject OOS cans, and I pay for that scrap. So at minimum the process must be capable of producing scrap at an acceptable rate. If I have a process that is more capable, then I can run closer to minimum fill level without increasing scrap. The more capable process allows me to give away less product for free and sell more cans out of each batch of liquid. When you're talking about tooling replacement schedules and the like, you've got it. SPC is a way to understand the process and optimize it. |
|
|
|
[#37]
Quoted: I had a contractor years ago that made aircraft engine parts for PW, GE, RR etc I asked them what their SPC strategy was and Cpk. They said they did not know because they 100% inspected everything. They had -11 contracts with the government and made money on every part they made. Quoted: Quoted: The more I think about it, the more this is a "feel good" thing for a customer, a "back patting" thing for a manufacturer, and a "diagnostic/process confirmation" thing for the guys in charge of making good parts on a given machine/line. I had a contractor years ago that made aircraft engine parts for PW, GE, RR etc I asked them what their SPC strategy was and Cpk. They said they did not know because they 100% inspected everything. They had -11 contracts with the government and made money on every part they made. |
|
|
|
[#38]
Quoted: I agree but that's an engineering question and appropriate use of tolerancing and GD&T is a whole other topic. This discussion assumes that the tolerancing is appropriate. Quoted: Quoted: No need to over tolerance if you don't need to. This discussion assumes that the tolerancing is appropriate. 1.33 is artificially over tolerancing for a requirement that only needs to be in spec. |
|
|
|
[#39]
Quoted: 1.33 is artificially over tolerancing for a requirement that only needs to be in spec. |
|
|
|
[#40]
Your CPK requirement is sort of like a tolerance on the tolerance. While you are allowed +/- .03mm they are saying that on average they want you less than +/- .03. The engineer is expecting QC, ie. that production quality is being critically monitored. In manufacturing we used Teguchi as a guide for everything QC.
https://en.wikipedia.org/wiki/Taguchi_methods |
|
|
|
[#41]
Quoted: If they weren't working for the government, they would care about reducing scrap rates. Quoted: Quoted: Quoted: The more I think about it, the more this is a "feel good" thing for a customer, a "back patting" thing for a manufacturer, and a "diagnostic/process confirmation" thing for the guys in charge of making good parts on a given machine/line. I had a contractor years ago that made aircraft engine parts for PW, GE, RR etc I asked them what their SPC strategy was and Cpk. They said they did not know because they 100% inspected everything. They had -11 contracts with the government and made money on every part they made. LoL. You have never worked in aviation… They were AS9100D. If you read my post they 100% inspected PW,GE and RR parts. Also, automotive is one of the few industries that has the volume and the pressure to make it right the first time. |
|
|
|
[#42]
1.33cpk effectively means cutting your tolerance on the drawing to about a third of what is there.
The process to certify parts to that standard can be painful depending on the customer. At lower volumes or with a small shop not familiar with such requirements, you could also do 100% inspection of that dimension to satisfy most customers. All this can be calculated within software or an excel spreadsheet made by a nerd, but the devil is in the details as you need to have an inspection agreement in place. It's not a 1 and done type of inspection. |
|
|
|
[#43]
Quoted: 1.33cpk effectively means cutting your tolerance on the drawing to about a third of what is there. The process to certify parts to that standard can be painful depending on the customer. At lower volumes or with a small shop not familiar with such requirements, you could also do 100% inspection of that dimension to satisfy most customers. All this can be calculated within software or an excel spreadsheet made by a nerd, but the devil is in the details as you need to have an inspection agreement in place. It's not a 1 and done type of inspection. LoL…I used to do it by hand! |
|
|
|
[#44]
Here is a simple diagram I found that sums up the meaning of cpk...
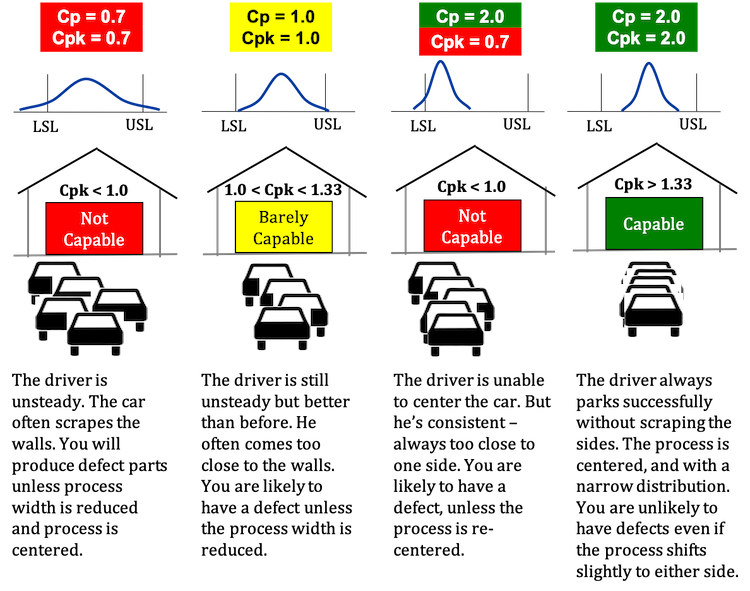 Its about forcing your size distribution in a favorable way. Your average size should be much closer to the nominal dimension than if we just had a simple tolerance, and more of the parts need fall closer to the center size than the near the tolerance allowed. To do this takes complete process control and robust QC, or 100% inspection. |
|
|
|
[#45]
Quoted: LoL. You have never worked in aviation… They were AS9100D. If you read my post they 100% inspected PW,GE and RR parts. Also, automotive is one of the few industries that has the volume and the pressure to make it right the first time. Quoted: Quoted: Quoted: Quoted: The more I think about it, the more this is a "feel good" thing for a customer, a "back patting" thing for a manufacturer, and a "diagnostic/process confirmation" thing for the guys in charge of making good parts on a given machine/line. I had a contractor years ago that made aircraft engine parts for PW, GE, RR etc I asked them what their SPC strategy was and Cpk. They said they did not know because they 100% inspected everything. They had -11 contracts with the government and made money on every part they made. LoL. You have never worked in aviation… They were AS9100D. If you read my post they 100% inspected PW,GE and RR parts. Also, automotive is one of the few industries that has the volume and the pressure to make it right the first time. Doing .gov work isn't what people think it is. You're lowest bidder and better have your shit wired tight. Tons of paper work. I don't do .gov aviation work anymore. When I did, it was second tier. Let someone else interface with those pencil pushers. Automotive second tier is pretty sweet. Not doing car parts. Doing special machine parts to make car parts. The machines to build components like starters and alternators are extremely machine intensive. Tons of high wear, moving, precision parts. Medical is pretty great. Especially front end R&D. Special, obsolete, replacement parts, there is a pretty good demand for. I enjoy that stuff. |
|
|
|
[#46]
Quoted: Doing .gov work isn't what people think it is. You're lowest bidder and better have your shit wired tight. Tons of paper work. I don't do .gov aviation work anymore. When I did, it was second tier. Let someone else interface with those pencil pushers. Automotive second tier is pretty sweet. Not doing car parts. Doing special machine parts to make car parts. The machines to build components like starters and alternators are extremely machine intensive. Tons of high wear, moving, precision parts. Medical is pretty great. Especially front end R&D. Special, obsolete, replacement parts, there is a pretty good demand for. I enjoy that stuff. Quoted: Quoted: Quoted: Quoted: Quoted: The more I think about it, the more this is a "feel good" thing for a customer, a "back patting" thing for a manufacturer, and a "diagnostic/process confirmation" thing for the guys in charge of making good parts on a given machine/line. I had a contractor years ago that made aircraft engine parts for PW, GE, RR etc I asked them what their SPC strategy was and Cpk. They said they did not know because they 100% inspected everything. They had -11 contracts with the government and made money on every part they made. LoL. You have never worked in aviation… They were AS9100D. If you read my post they 100% inspected PW,GE and RR parts. Also, automotive is one of the few industries that has the volume and the pressure to make it right the first time. Doing .gov work isn't what people think it is. You're lowest bidder and better have your shit wired tight. Tons of paper work. I don't do .gov aviation work anymore. When I did, it was second tier. Let someone else interface with those pencil pushers. Automotive second tier is pretty sweet. Not doing car parts. Doing special machine parts to make car parts. The machines to build components like starters and alternators are extremely machine intensive. Tons of high wear, moving, precision parts. Medical is pretty great. Especially front end R&D. Special, obsolete, replacement parts, there is a pretty good demand for. I enjoy that stuff. When I worked Supplier Quality I used to lean towards, “vendor defender”. There was nothing more embarrassing for a QC guy than to have a coworker write a suppler up for making the exact part we asked for. |
|
|
|
[#47]
I was going to launch into the entire class on this I teach at my work, but others have covered it well enough.
Cp = how much variation your process has Cpk = how centered your process is If you have too bad of a Cp, the Cpk is meaningless. Our shop standardizes at 1.66 Cp and 1.33 Cpk. |
|
|
|
[#48]
Quoted: When I worked Supplier Quality I used to lean towards, "vendor defender". There was nothing more embarrassing for a QC guy than to have a coworker write a suppler up for making the exact part we asked for. Let it go all the way through the process, Back charged me, corrective action..the whole deal. I was hot. Mistakes happen we are all human, but to let it happen intentionally and cause all the bullshit downstream... |
|
|
|
[#49]
Keep watching this thread to see if geometric tolerancing was used for dimensioning the parts in question.
As an old hammer and axe machinist and autocad person, I had some classes on geometric tolerancing, but never used it. Thought it was supposed to make parts that pushed the edges of being out of spec still play nice together. Haven't made things in about 20 years, miss the satisfaction of that work. |
|
|
|
[#50]
Quoted: This just happened to me. Parts rejected by FNG inspector, his boss knew he was wrong, let him reject our parts to "teach him a lesson". Let it go all the way through the process, Back charged me, corrective action..the whole deal. I was hot. Mistakes happen we are all human, but to let it happen intentionally and cause all the bullshit downstream... Quoted: Quoted: When I worked Supplier Quality I used to lean towards, "vendor defender". There was nothing more embarrassing for a QC guy than to have a coworker write a suppler up for making the exact part we asked for. Let it go all the way through the process, Back charged me, corrective action..the whole deal. I was hot. Mistakes happen we are all human, but to let it happen intentionally and cause all the bullshit downstream... Ugh! It used to make me mental. Some guys were on a power trip but the truly dangerous ones believed they were correct! |
|
|
 Win a FREE Membership!
Win a FREE Membership!
Sign up for the ARFCOM weekly newsletter and be entered to win a free ARFCOM membership. One new winner* is announced every week!
You will receive an email every Friday morning featuring the latest chatter from the hottest topics, breaking news surrounding legislation, as well as exclusive deals only available to ARFCOM email subscribers.

AR15.COM is the world's largest firearm community and is a gathering place for firearm enthusiasts of all types.
From hunters and military members, to competition shooters and general firearm enthusiasts, we welcome anyone who values and respects the way of the firearm.

Subscribe to our monthly Newsletter to receive firearm news, product discounts from your favorite Industry Partners, and more.
Copyright © 1996-2024 AR15.COM LLC. All Rights Reserved.
Any use of this content without express written consent is prohibited.
AR15.Com reserves the right to overwrite or replace any affiliate, commercial, or monetizable links, posted by users, with our own.







