


AR Sponsor

Posted: 12/28/2015 1:07:22 PM EDT
|
Greetings BIY members.
It's been a while since I've been here, building my first AR about two-three years back, and after building a nice Colt 604 clone earlier this year, I'm at it again. This new build is going to be a crazy retro-ish pistol that is a recreation of a firearm from a video game. I'm not going to go into the full details, but if you are curious the build post can be found here on the Retro forums. Just to clear things up, the entire reason I am doing these custom is to make them accurate to the game. I have yet to see a recreation of this that has been done 100% accurate, and as someone coming from the retro community and the replica prop community, the small details are very important to this build. The first reason I've stopped back here for is to hopefully get some information on making a muzzle device. I've got the design fully done in CAD and have created the drawing with all the tolerances, but there are a few things I am unsure of: concentricity tolerance and hardness. Most of my reference for these came from other muzzle device drawings and hardness specs posted by Smith Enterprises for their flash hiders. The brake itself is a very simple, one-port design that is 1.75" long, Ø0.875" OD, with a 0.27" ± 0.010" through hole. The material is planned to be 4140.
The next task to tackle is the handguards. My plan is to use a commercial barrel nut for a free-float tube and make a custom tube. What is critical is that the barrel nut be minimally visible. I am currently looking at barrel nuts from YHM, Model 1 Sales, and Double Star as these show nothing more than a small shoulder in the pictures of their handguards installed on an upper. My concern with the YHM is that it appears to show differently depending on which of their products is installed onto it. The Free Float Tubes seem to show almost nothing, which is what I want, while using it with some of their railed options shows a fair amount. They both use the same barrel nut. Here is an example of the freefloat tube installed on an upper while here is their smooth customizable handguard installed on an upper. The Model 1 Sales and Double Star look very similar, and the Model 1 Sales can bee seen installed on an upper here. I do not see a listing for the nut separately and would have to either call and see if they sell it separately or purchase an entire handguard. Does anyone have any of the above handguards and can clarify how the barrel nut looks installed or have other recommendations for a possible barrel nut to use? Thanks in advance. |
I figured I'd add some pictures. I made prototypes of the brake via additive manufacturing / 3D printing, which a lot of people here seem to think is really cool. I will say that while there is no geometry that requires an additive process, using a little desktop machine did allow me to make prototypes and revisions faster than I think you could set-up and turn the same item out of HDPE or similar on a lathe or CNC. (This is the main benefit of additive processes, but people seem to over-hype things and make it seem like additive is the end-all be-all manufacturing method for the future. The Fruity Ghost thread should show people the different!)
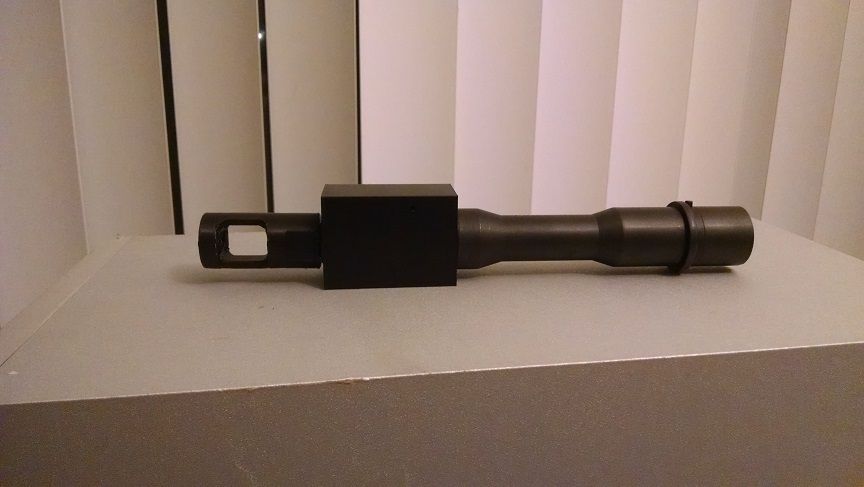
You can also see the gas block, but for those tolerances and hardness specifications I used the values from the US Government drawing of the front sight base for the A2 / M4 and the Crane Industries drawing for the Mk12 gas block (for the set screw factor). Right now my biggest challenge is finding a place to get them machined; I may have to get the Parkerizing done separately. Anyways, if you have any input on the stuff from the first post, I'd really appreciate it. |
|
Tolerances for a FH, brake or comp are going to depend on just how close to bullet diameter your through hole is, and how long. I do my 5.56 Ti brakes with a 1/4" hole, leaving 0.013" on all sides. I use a spiral flute bottoming tap to thread, but it is guided by the lathe carriage, initially holding the tap and turning the chuck by hand, then locking the chuck and using a centering point behind the tap once it's started straight. My concentricity using this method is good enough for suppressors as well. What is more difficult is threading muzzles, not muzzle devices.
This is what they look on the back side like using this method: 
As for hardness, it's really not an issue for simple muzzle devices, though it matters for those that would hold a can. You could make it from untreated mild steel and never have a problem. I have. Most of my brakes are 6Al-4V gr. 5 or gr 23 titanium, but I have used plenty of carbon steel, 416 stainless and even 7075-T651 Aluminum. using a little desktop machine did allow me to make prototypes and revisions faster than I think you could set-up and turn the same item out of HDPE or similar on a lathe or CNC Unless your printer turned that out in <30 minutes, a manual lathe and mill is faster 


As for your handguards, all I can tell you is that you're probably better off modifying an existing unit than trying to do the whole thing from scratch. If you would say a little more about what you want, I might could offer some advice, though. |
|
Quoted:
Tolerances for a FH, brake or comp are going to depend on just how close to bullet diameter your through hole is, and how long. I do my 5.56 Ti brakes with a 1/4" hole, leaving 0.013" on all sides. I use a spiral flute bottoming tap to thread, but it is guided by the lathe carriage, initially holding the tap and turning the chuck by hand, then locking the chuck and using a centering point behind the tap once it's started straight. My concentricity using this method is good enough for suppressors as well. Quoted:
Tolerances for a FH, brake or comp are going to depend on just how close to bullet diameter your through hole is, and how long. I do my 5.56 Ti brakes with a 1/4" hole, leaving 0.013" on all sides. I use a spiral flute bottoming tap to thread, but it is guided by the lathe carriage, initially holding the tap and turning the chuck by hand, then locking the chuck and using a centering point behind the tap once it's started straight. My concentricity using this method is good enough for suppressors as well. I know I'm good on the tolerance of the through hole as there is quite a bit of extra space. The main concern was just making sure everything mounted straight. I don't know how the place would machine it (most people have mentioned turning the threads) so I figured it would be easier to have a spec. Quoted:
As for hardness, it's really not an issue for simple muzzle devices, though it matters for those that would hold a can. You could make it from untreated mild steel and never have a problem. I have. Most of my brakes are 6Al-4V gr. 5 or gr 23 titanium, but I have used plenty of carbon steel, 416 stainless and even 7075-T651 Aluminum. Ok. I've seen things all over the place, some of which is most likely the hardness of the coating and not the steel. Do you think I will be ok with the standard heat-treated stock? I guess worst case, I can take one of my spares to work and use the hardness tester. (Just thought of that, don't know why it just came to me...) The main concern I can think of is the short barrel needing a higher hardness to resist erosion. Quoted:
using a little desktop machine did allow me to make prototypes and revisions faster than I think you could set-up and turn the same item out of HDPE or similar on a lathe or CNC Unless your printer turned that out in <30 minutes, a manual lathe and mill is faster Then I stand corrected! The machine took an hour to do the brake with the extra supports. Without supports it would be probably closer to 40-45 minutes, but you see some strand sag at the top when they are printed muzzle up. I have little experience with manual machines or CNC beyond using CAM software and learning the basics in college. Quoted:
As for your handguards, all I can tell you is that you're probably better off modifying an existing unit than trying to do the whole thing from scratch. If you would say a little more about what you want, I might could offer some advice, though. I plan to use an existing nut and was mostly asking if anyone had experience with any of the three I mentioned. The nuts I am looking at using have external threads and the tubes simply thread on. I was looking at using 2.25" OD, 1.5" ID tubing, threading the back to the required depth and then boring out most of the front to a 2" ID for the right look and to fit the gas block. |
|
I don't know how the place would machine it (most people have mentioned turning the threads) so I figured it would be easier to have a spec. Spec is whatever your through hole diameter is The main concern I can think of is the short barrel needing a higher hardness to resist erosion. Heat treating & tempering do not increase the melting point of an alloy. Coatings with a higher melting point than the metal are the only way to increase flame erosion resistance. It's not necessary, though; the heat is intense, but very momentary, and flash hiders, brakes or comps aren't affected like suppressor baffles or flash can cones, which are more prone due to the cumulative effect, since they are contained within a housing and thus hold more of the heat. I plan to use an existing nut and was mostly asking if anyone had experience with any of the three I mentioned. The nuts I am looking at using have external threads and the tubes simply thread on. I was looking at using 2.25" OD, 1.5" ID tubing, threading the back to the required depth and then boring out most of the front to a 2" ID for the right look and to fit the gas block. I understand wanting to build things yourself, but even with the ability to machine the parts yourself, there's no real savings in making a HG-especially if you place value on your time. Even a piece of 6061 tube the size you want would probably be $30+ in such small quantity, and having to pay someone to machine threads and other dimensions is going to have you at or above the cost of a KMR or other high end hand guard. Buy something close to what you want and modify it to make it uniquely yours. |
|
Quoted:
Spec is whatever your through hole diameter is Quoted:
Spec is whatever your through hole diameter is So basically, with a 1.75" long device, I don't need to worry about a concentricity spec as long as it machined with common sense and to reasonable overall tolerances? The hole that is designed in is 0.27" and if you factor out the threaded area, the actual area the round would be traveling through is only 1.125" Quoted:
The main concern I can think of is the short barrel needing a higher hardness to resist erosion. Heat treating & tempering do not increase the melting point of an alloy. Coatings with a higher melting point than the metal are the only way to increase flame erosion resistance. It's not necessary, though; the heat is intense, but very momentary, and flash hiders, brakes or comps aren't affected like suppressor baffles or flash can cones, which are more prone due to the cumulative effect, since they are contained within a housing and thus hold more of the heat. Makes sense. I was assuming that it would be more of an abrasive wear method from the speed and pressure of the gasses flowing past. Quoted:
I understand wanting to build things yourself, but even with the ability to machine the parts yourself, there's no real savings in making a HG-especially if you place value on your time. Even a piece of 6061 tube the size you want would probably be $30+ in such small quantity, and having to pay someone to machine threads and other dimensions is going to have you at or above the cost of a KMR or other high end hand guard. Buy something close to what you want and modify it to make it uniquely yours. It's not about cost savings so much as it is about getting the part to be a correct replica. I've gone looking for off-the-shelf parts to use as is or modify, but there really aren't any as all the existing tubes have their own ribbing or knurling and are too long. Cutting them down would ruin the look because it would make the ribbing off center. I know this must sound rather silly, but this is a novelty build like the Lightsaber and Steampunk builds that have been done here. It will be fully functional, but getting the correct look is essential. |
AR Sponsor