|
Posted: 1/13/2023 6:10:31 PM EST
I been machining and designing a long time. Sometimes I get in pretty deep but have always felt comfortable that I'll figure it out. No problem.
I always have. Even with some pretty complex or difficult tasks. I'm sure this will be simple for math guys or, specifically, production engineers. But I got asked my opinion on a specific type of "tolerancing" that I'm not familiar with. I made 250 parts for a customer. They were in tolerance. Once specific tolerance of one feature was +/- .03mm. Customer writes: "These XXXXXX turned out great – awesome job. Per the usual, not surprising ?? (eta: the smiley face posted as question marks) I failed to relay a capability request to you – the Design Engr was hoping for 1.33cpk min on this 5.47 +/- .03mm dim. You being the wizard you are, hit 1.33 cpk without even babysitting it (data below). Anyway, long-term, I hope to MIM this part. If I get jammed up for some reason and need to machine this part long term, there’s no reason any shop worth its salt couldn’t hit 1.33pk on this dim/tol, right? Just a single tool making a pass, and as long as wear and radil comp is monitored…I would think it wouldn’t be an issue. Your thoughts? " I never heard of cpk.  https://sixsigmastudyguide.com/process-capability-cp-cpk/#:~:text=How%20to%20Calculate%20Cpk,-Cpk%20is%20a%20measure%20to When I have to start looking up the terms they're using to get the shit they need like Z-score, Standard Deviation, Specification limit....and all the fargin' formulas to find them. My head hurts. I'll be able to get it eventually but this shit is 'tarded. Egg head. College whizz kid shit. I understand the value of the info for production and prediction of processes. But, I had to tell him that if he asks the average shop to be able to hit a 1.33cpk, I'm not sure how many are going to understand the request. First time in my career I've felt a little under equipped. |
|
|
|
[#1]
Uhhh...
|
|
|
|
[#2]
Tolerances are tolerances.
 Sounds like the latest corporate double speak to make someone sound smart. Sounds like the latest corporate double speak to make someone sound smart.
|
|
|
|
[#3]
I’ve never heard of it, at least by that terminology. Anything beyond what I learned in GD&T classes, they can have someone else do it. Let the MIM shop worry about it.
In tolerance is in tolerance. |
|
|
|
[#4]
Quoted: Tolerances are tolerances. Sounds like the latest corporate double speak to make someone sound smart. |
|
|
|
[#5]
basically it sounds like you need to hire a guy with 'people skills' to act as your go-between
https://www.youtube.com/watch?v=hNuu9CpdjIo just a funny clip to cheer ya up OP |
|
|
|
[#6]
Quoted: Tolerances are tolerances. Sounds like the latest corporate double speak to make someone sound smart.Kinda yes and kinda no. We had an old school program for averaging manufacturing process data to make sure you're not riding the ragged edge. Also to average the likelihood of how close to the edge of tolerance you are for complex, multipiece mechanisms. In a perfect world, every design would work fine so long as all parts are in tolerance. In the real world, this is sometimes impractical, so we go for likelihood and averages. But, I was not up to speed on the technical side of current application of this shit. |
|
|
|
[#7]
1.33 cpk = can you produces within tolerances 99.99% of the time.
At least that’s what 30 seconds on google taught me. |
|
|
|
[#8]
Quoted: basically it sounds like you need to hire a guy with 'people skills' to act as your go-between https://www.youtube.com/watch?v=hNuu9CpdjIo just a funny clip to cheer ya up OP LOL. I have pretty good people skills. These guys love me. I've saved their ass many times. But this bit threw me and I didn't want to give an uneducated answer. Trying to get a grasp on the concept in a couple hours was....it hurt my wittle head. |
|
|
|
[#9]
I literally have no fucking idea what any of that means. I’ll stick to electricity.
|
|
|
|
[#10]
Quoted: 1.33 cpk = can you produces within tolerances 99.99% of the time. At least that’s what 30 seconds on google taught me. As I currently understand it, that is the effect. The technical side is that there is a 4/3 ratio of the standard deviation with the difference between the mean and the tolerance. Yeah. Simple shit. |
|
|
|
[#11]
It's basically a statistical model or prediction of the variability of your process. So not only in tolerance but consistent.
Think of it like accuracy and precision in shooting. Accuracy describes the point of impact relative to the point of aim, where precision describes the grouping given the same point of aim. So not only where all your parts in tolerance, the specific method you used to make them appears, based on the resulting parts, to be very capable of landing all the parts in tolerance. Now obviously, and we'll just keep this between us girls.....you just didn't ship the ones that were out....c'mon....we both know that first one wasn't quite right... |
|
|
|
[#12]
Quoted: I literally have no fucking idea what any of that means. I’ll stick to electricity. Join the club.  I've gone 30+ years without needing to know it. If I get 30 more, I'll be good. |
|
|
|
[#13]
This seems to explain it simply enough.
https://www.whatissixsigma.net/process-capability-index-cpk/ |
|
|
|
[#14]
if you were meeting a 1.33cpk capability on a .03mm dimension , you were doing things extremely consistently , we manufacture dies for the stamping industry that has those very same demands, more or less tuning the die to be ultra consistent ,
i think you are correct , i think a majority in manufacturing don't really understand six sigma capability, but many areas in manufacturing could benefit from it i build dies that stamp parts for the auto industry , nascar cars , f1 cars , figher jets , aerospace |
|
|
|
[#15]
Quoted: 1.33 cpk = can you produces within tolerances 99.99% of the time. At least that’s what 30 seconds on google taught me. Huh. Sounds weird. We operate on 100% in tolerance. If it's out it gets tossed. |
|
|
|
[#16]
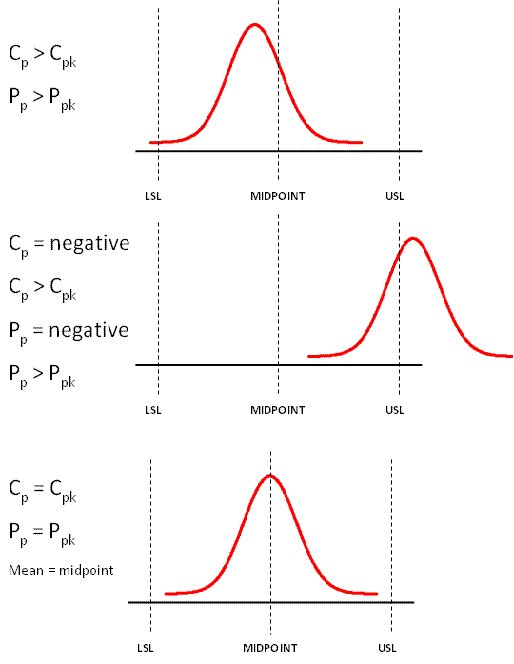
Cpk is a way of expressing the capability of a process to meet a customer specification. Process capability is generally reviewed over multiple batches/data points to get an understanding of the stability of the outputs but that gets into Cpk vs Ppk. A work station may make all parts within spec, but how tight in relation to the tolerance, is it centered within the tolerance range, is it skewed to one side? These can be indicators of long term performance.
|
|
|
|
[#17]
Basically if you are too close to the tolerance limits statistics say you will make some parts out of spec. This is assuming you don’t measure every part. You just check a part every so often and feed the critical dimensions into mini tab, and you can get an updated cpk. It can be used to warn you when the process gets out of control before you make a bad part.
|
|
|
|
[#18]
Quoted: It's basically a statistical model or prediction of the variability of your process. So not only in tolerance but consistent. Think of it like accuracy and precision in shooting. Accuracy describes the point of impact relative to the point of aim, where precision describes the grouping given the same point of aim. So not only where all your parts in tolerance, the specific method you used to make them appears, based on the resulting parts, to be very capable of landing all the parts in tolerance. Now obviously, and we'll just keep this between us girls.....you just didn't ship the ones that were out....c'mon....we both know that first one wasn't quite right... There were 2 scrap. Running 250 parts, I get the process down to predictable by 100% inspection of about the first 20. Then every 10 or so parts for critical dims or more if there is anything wonky. Like if that inspected part gets close to the edge, I'll look closely at the tool and setup to determine why. Its kind of an "on the fly" application of what the cpk end result shows. Only I can catch the issue before running 250 parts, instead of looking at some computer data after they're all ran and saying " Dang, these are all over the place" or "Awesome job, ridgerunner precision, as usual". |
|
|
|
[#19]
Keep centered and use only half the tolerance and you should fall in. Thank Motorola. but it is a solid approach to have no failures in assembly.
|
|
|
|
[#20]
Quoted: Huh. Sounds weird. We operate on 100% in tolerance. If it's out it gets tossed. Quoted: Quoted: 1.33 cpk = can you produces within tolerances 99.99% of the time. At least that’s what 30 seconds on google taught me. Huh. Sounds weird. We operate on 100% in tolerance. If it's out it gets tossed. Me too. That's the thing. 1.33cpk is asking for better than in tolerance. It's like saying " You get +/-.001. But 3/4 of your parts should be +/- .0005" The only way they could enforce that is to measure all of your parts and then run those stupid formulas that don't even use real numbers. Just a bunch of squiggly lines. I'll get my boy to educate me. 
|
|
|
|
[#21]
Quoted: Keep centered and use only half the tolerance and you should fall in. Thank Motorola. but it is a solid approach to have no failures in assembly. I don't do much production. But I've made it general practice, over the years, to only use half the tolerance. Only using full tolerance when necessary. |
|
|
|
[#22]
Engineer here for a Fortune 100 Manufacturer here in the US. Background in Design, fabrication, and Quality Engineering with some time with Metrology, Gaging, and Process monitoring / development.
I’d encourage you to look up the differences between Cpk & Ppk so you understand what size and type of sampling may be used. Having a single batch achieve consistent results is far easier than multiple batches/setups meeting the same. Someone only has to audit/inspect a statistically relevant number of pieces in order to determine if you’re meeting expectations. Conservatively, if 30/1kpc meet expectations you may be good, but if 30/1k don’t, measuring more certainly won’t help It’s easy to oversimplify this stuff, which sort of defeats the purpose of explaining (I know). It gets REALLY nerdy very fast. Edit to add, you’re very correct with your impression that many shops don’t need or care to inspect or monitor their processes such as this. It’s cool but does not always add value. Even when required, many suppliers I’ve worked with simply don’t do it, and their parts and components meet expectations most of the time. That being said, much of quality engineering is dealing with problems, and when a process fails to meet expectations it gets crummy fast. It’s all about confidence in risk mitigation. Your parts fitting all the time is worth a lot to a customer. Having a production unit shut down, waiting on parts because of an “in-spec but different” batch, gets expensive very quick. |
|
|
|
[#23]
I’m struggling to grasp a lot of what’s going on in this world.
|
|
|
|
[#24]
I did sone process analysis like that 30 years ago
I seem to remember it being an IBM process. All it does ( IIRC ) is track the actual range that the production parts fall into. You then see if they can be less precise and still work. It was used on multiple runs of thousands of parts. I used it on precision injection molded parts. I haven’t used it or heard of it being used in industry since. |
|
|
|
[#25]
2nd apachiescout its a bunch of buzz words to say you made it per spec
people make stuff to sound smart |
|
|
|
[#26]
Excel can calculate all that as long as you can enter the data. Standard deviation is a staple of statistical analysis.
|
|
|
|
[#27]
Quoted: 1.33 cpk = can you produces within tolerances 99.99% of the time. At least that’s what 30 seconds on google taught me. Close enough for this discussion. Is statistical speak related to process capability, ie how often do parts meet the spec. It’s not related to the tolerance per se but rather how capable is the process of holding those tolerances over time so that you don’t end up with an out of spec part. |
|
|
|
[#28]
|
|
|
|
[#29]
It's a mathematical result that indicates the capability of a process. I.e. percentage of parts manufacturered that fall into tolerance. It's based on the nominal tolerance, mean of parts measured, amout difference from said nominal value, and differences in the amount said parts depart from the mean.
Then you get to throw in the normality of your data, number of significant figures, GR&Rs, Cpk v Ppk, number of distinct categories, on and on. It gets real fun when you're getting down under that +/- 3 micron stuffs |
|
|
|
[#30]
His question is entirely dependent on how that dimension in question is produced in my experience. We used to do a part that had a +/- .001 hole that we had 1.33cpk on, but only because we developed a specific process to produce it. Single point boring and 100% inspection didn't cut it. A Komet carbide reamer and a drill held in an eccentric holder to get the prehole to .007 from finish size did. We still did 100% inspection of that feature with a dial bore gauge.
That was a relatively easy one. I can't imagine what it would take if it's some complex interpolated geometry with a .001 profile tolerance. |
|
|
|
[#31]
You produced what you agreed upon. Now you're negotiating a cost down.
|
|
|
|
[#32]
Microsoft Office.
ForeFlight. Gulfstream G550 with the latest ASC (software update). Yeah, it’s a struggle… |
|
|
|
[#33]
Quoted: Cpk is a way of expressing the capability of a process to meet a customer specification. Process capability is generally reviewed over multiple batches/data points to get an understanding of the stability of the outputs but that gets into Cpk vs Ppk. A work station may make all parts within spec, but how tight in relation to the tolerance, is it centered within the tolerance range, is it skewed to one side? These can be indicators of long term performance. https://www.advanceinnovationgroup.com/blog/uploads/images/image_750x_5cc18f061482a.jpg Great explanation of something that seems to have been made needlessly overcomplicated. Why not just say flat out, manufacturer X is expected to produce an in spec part a given percentage of time or percentage of parts delivered. |
|
|
|
[#34]
Regarding their question on what other shops should be able to do,
I’d remind them that you can meet standard, and that’s why they’re asking you technical questions. |
|
|
|
[#35]
Quoted: Regarding their question on what other shops should be able to do, I’d remind them that you can meet standard, and that’s why they’re asking you technical questions. You have to understand his business. He's probably not capable of delivering the kind of bridge quantities they need for something they're willing to mim. But he's absolutely the guy to get the first 5, 25, or 100 parts from, at whatever he decides to charge, to help prove out a process. He's practically their 1 man prototype shop. |
|
|
|
[#36]
I am not a machinist and I don't know production, but z-score and standard deviation are terms from statistics.
Standard deviation is a unitless term, and represents the dispersion of a statistical distribution or sample. It is only particularly meaningful respective to the mean. A standard deviation of 2 means nothing by itself. If the mean of the sample is 0.1, then the sample is all over the place; if the mean is 100 then the sample is highly consistent. Z-score is the number of standard deviations away from the mean for a given data point. It again doesn't necessarily mean much by itself, but must be compared to the mean and the standard deviation of the sample. They make sense and are useful, but in terms of production machining I assume they define an acceptable standard deviation for a suitably large (but unknown) population, and then require each part to have a maximum z-score. |
|
|
|
[#37]
Quoted: I been machining and designing a long time. Sometimes I get in pretty deep but have always felt comfortable that I'll figure it out. No problem. I always have. Even with some pretty complex or difficult tasks. I'm sure this will be simple for math guys or, specifically, production engineers. But I got asked my opinion on a specific type of "tolerancing" that I'm not familiar with. I made 250 parts for a customer. They were in tolerance. Once specific tolerance of one feature was +/- .03mm. Customer writes: "These XXXXXX turned out great awesome job. Per the usual, not surprising ?? (eta: the smiley face posted as question marks) I failed to relay a capability request to you the Design Engr was hoping for 1.33cpk min on this 5.47 +/- .03mm dim. You being the wizard you are, hit 1.33 cpk without even babysitting it (data below). Anyway, long-term, I hope to MIM this part. If I get jammed up for some reason and need to machine this part long term, there's no reason any shop worth its salt couldn't hit 1.33pk on this dim/tol, right? Just a single tool making a pass, and as long as wear and radil comp is monitored I would think it wouldn't be an issue. Your thoughts? " I never heard of cpk. https://sixsigmastudyguide.com/process-capability-cp-cpk/#:~:text=How%20to%20Calculate%20Cpk,-Cpk%20is%20a%20measure%20to When I have to start looking up the terms they're using to get the shit they need like Z-score, Standard Deviation, Specification limit....and all the fargin' formulas to find them. My head hurts. I'll be able to get it eventually but this shit is 'tarded. Egg head. College whizz kid shit. I understand the value of the info for production and prediction of processes. But, I had to tell him that if he asks the average shop to be able to hit a 1.33cpk, I'm not sure how many are going to understand the request. First time in my career I've felt a little under equipped. With that being said, as well as a declaration that I am not much of a statistical quality control guy, below is my best guess as to what that silly mess means. 1. He checked the parts you sent. Possibly 100% check. He finds that the data shows your part size variance on the parts sent is sufficiently accurate that the process used to make them would hit 1.33cpk which means 99.99% of the parts produced by the process would be within tolerance. This could be misleading because he only has the parts you sent him. It's possible that you had scrap parts that were produced and not sent, so the cpk he calculated may just reflect that you have a very good quality control system and not that the process used is good enough for a 1.33cpk. 2. The design engineer wants to know if the process used actually hit 1.33cpk on the 5.47 =/- 0.03 mm dimension. (.2165-.2142"). 3. The guy that writes poorly and the design engineer are trying to get some descriptive input from you on how challenging it was to hold that particular dimension. Was it a complete bitch, if it was sent out on the floor would you have to give it to only the most skilled machinist and/or run it on the most advanced and newest machines, or could you give it to short cut Bob or even only good for slides Joe. If they have to increase production are they going to have difficulty finding shops that can produce it, etc. 4. The design engineer is likely to leave the tolerance alone if it is not difficult to run the parts and meet it at 99.99%. If however, it is difficult to achieve this, he will consider increasing the tolerance so it is easy to achieve 99.99% good parts. He may also need to increase the number of shops that can produce the part. He knows you can make it, but he also has found that your ability to produce accurate parts exceeds that of the competition and he doesn't want to design something that few shops can make. Increasing tolerance on the part means he may have additional problems elsewhere or he may have to go thru a time consuming and risky process to determine if additional tolerance is a problem. |
|
|
|
[#38]
The Eng asking you that is young or clueless
We require 1.33 long term on safety related items Not making that clear upfront is nuts |
|
|
|
[#39]
Quoted: I don't do much production. But I've made it general practice, over the years, to only use half the tolerance. Only using full tolerance when necessary. If your parts produced are using only half the tolerance range, then 1.33 Cpk should be easy. Cpk is a big thing in the auto industry. Part of the Production Part Approval Process (PPAP) includes a capability study on a critical/functional dimension. We measure 125 parts and then do the calculation for capability. As OP already figured out, to be at 1.33 Cpk the parts need to be within about 65% of the tolerance range. So if the dimension is 1.000 +/- .003, the range of measured parts needs to be less than 0.997 to 1.003. More like 0.998 to 1.001. Make sure you charge for the capability study. If you don't have the proper metrology equipment, then farm it out. |
|
|
|
[#40]
Quoted: Great explanation of something that seems to have been made needlessly overcomplicated. Why not just say flat out, manufacturer X is expected to produce an in spec part a given percentage of time or percentage of parts delivered. Arfcom often confuses the terms tolerance and clearance and use them interchangeably. They also often assume tight clearances are always good when sometimes a looser clearance is better and sometimes a looser clearance is a disaster.. |
|
|
|
[#41]
Quoted: Tolerances are tolerances. Sounds like the latest corporate double speak to make someone sound smart.Or cover their ass... Ridgerunner, you can fire customers , if needed. At this point in your career, I doubt you would miss some unreasonable pains in the ass. |
|
|
|
[#42]
Quoted: I don't do much production. But I've made it general practice, over the years, to only use half the tolerance. Only using full tolerance when necessary. I have made parts at the limit of a machine or setups potential, once you're down in the couple of tenths range on a conventional lathe it gets interesting and tiresome. Hard turning is another area where things get sporting quickly. |
|
|
|
[#43]
Quoted: His question is entirely dependent on how that dimension in question is produced in my experience. We used to do a part that had a +/- .001 hole that we had 1.33cpk on, but only because we developed a specific process to produce it. Single point boring and 100% inspection didn't cut it. A Komet carbide reamer and a drill held in an eccentric holder to get the prehole to .007 from finish size did. We still did 100% inspection of that feature with a dial bore gauge. That was a relatively easy one. I can't imagine what it would take if it's some complex interpolated geometry with a .001 profile tolerance. |
|
|
|
[#44]
Tell him to go fuck himself
|
|
|
|
[#45]
Six Smegma.
Run away. No better way to fuck up a process than to let a Green belt or Black belt get involved with it. |
|
|
|
[#46]
He's asking how easy was it to do....cause maybe he can't pull off making them MIM, so how expensive will it be if he shops it around?
|
|
|
|
[#47]
Quoted: He's asking how easy was it to do....cause maybe he can't pull off making them MIM, so how expensive will it be if he shops it around? Yep. No big deal. He's a good guy and not asking for anything free except a simple opinion. I've done work for this company for over 30 years and they have deep pockets. Easy to work with and very appreciative. Thanks very much for all the input, fellas. |
|
|
|
[#48]
Quoted: Or cover their ass... Ridgerunner, you can fire customers , if needed. At this point in your career, I doubt you would miss some unreasonable pains in the ass. This is a good customer. I will follow up on my original email that basically said, most other shops won't know what your talking about. I will explain what the 1.33 capability does in reality for someone quoting the work. I'd quote it to be half the specified tolerance. |
|
|
|
[#49]
Quoted: Tolerances are tolerances. Sounds like the latest corporate double speak to make someone sound smart. |
|
|
|
[#50]
I've worked with customers that require or request ridiculous tolerances on parts in order to achieve a certain cp or cpk value. To the point where they spent months of 10 or 12 people's time trying to squeeze a couple thousandths more out of a production machine. It really is a grind. I understand why they do it when qualifying a new machine, but as soon as the machine is in production, those tolerances pretty much go out the window and the operators just run it unless something is wildly out of spec.
If they want you to adhere to a certain cpk, make sure the money is worth it. Because you'll be spending 3x as much time and materials trying to satisfy those goals. |
|
|
 Win a FREE Membership!
Win a FREE Membership!
Sign up for the ARFCOM weekly newsletter and be entered to win a free ARFCOM membership. One new winner* is announced every week!
You will receive an email every Friday morning featuring the latest chatter from the hottest topics, breaking news surrounding legislation, as well as exclusive deals only available to ARFCOM email subscribers.

AR15.COM is the world's largest firearm community and is a gathering place for firearm enthusiasts of all types.
From hunters and military members, to competition shooters and general firearm enthusiasts, we welcome anyone who values and respects the way of the firearm.

Subscribe to our monthly Newsletter to receive firearm news, product discounts from your favorite Industry Partners, and more.
Copyright © 1996-2024 AR15.COM LLC. All Rights Reserved.
Any use of this content without express written consent is prohibited.
AR15.Com reserves the right to overwrite or replace any affiliate, commercial, or monetizable links, posted by users, with our own.









