|
[#1]
Quoted:
I want to have a stainless cone and spacer style baffle stack welded but I'm a welding noob and I've never done any stainless. Should I just find a shop in town that can do it and take it to them? The bore holes haven't been drilled so they aren't technically suppressor parts yet but I can drill the full stack on a lathe at the appropriate time. I would put a divot in each baffles entry side center, with a center drill, on the lathe. And when you go to the welder, make him start at the muzzle end... and check the progress with a straight edge, after each assembly. And remember to start drilling at the firearm side, leave it about .010 small and finish it with a reamer. |
|
|
|
[#2]
What are your overall intentions?
Are you going to use an outer tube? --If so, there's really no need to weld the stack. --If not, how are you going to mate to a bbl and is the spacer wall thickness enough to forego the tube? Did you do the burst calculations? What type of stainless are the baffles? --This is crucial information to achieve a proper weld and final product. --An experienced weldor should know how to treat each series. You may need pre and post heating as well as a possible heat treat afterwards. If proper welding techniques aren't used, you could see: cracking, weld failure, warpage, etc. Unless you were going to: drill undersize, weld, then EDM, I'd drill the baffles first. Besides, are you not going to clip the baffles? It would be impossible to do after the fact. I think it would be a huge mistake not to clip. Without turning this into a legal thread, your baffles are absolutely silencer parts w/o the holes. You should have an approved Form 1 and so your intent is clear (to make them silencer parts). The company you bought them from sold them with the intent of being solvent storage cups (whatever that means Quoted:
I would put a divot in each baffles entry side center, with a center drill, on the lathe. Any deviation from center, no matter how small, would cause the subsequent drill to wander. As I said, I'd only do this if it was being finished with an EDM. |
|
|
|
[#3]
Stainless is a pain in the butt if your a noob. It needs lots of shield gas, you need good coverage on the front side and you need to backflow or fill the inside and get the air out otherwise stainless will sugar. It also does not deal with heat as well as mild steel does so it tends to do weird things if you don't know what you are doing. I would defiantly have a competent welder do it but not sure how legally you could have that done. That is to say I don't know the legality of it, if it's legal or not in the eyes of the law.
Your going to want to have the baffles drilled and ready to go when you weld them. Your are going to want to have them drilled, clipped, and have channels lathed so they all sit together perfectly and lined up. Someone that is a good welder can weld the stack clean and straight no problem. Something you might be able to do if you can get someone to show you how to get everything setup to weld is fusion tack weld it. You are going to need vary well machined pieces that fit vary tight together to fusion weld them. To just fusion tack it would not be vary strong or as strong as fully welded but, you don't need the big shield gas coverage and no filler rod to do, someone that is inexperienced could manage. |
|
|
|
[#4]
Two ways to do it, I'd avoid hand weld. Tacking by hand is ok though.
It's either done on a lathe inside an argon filled chamber or an orbital welder. Be prepared to have many extra cones for scrap, it takes quite bit of trail and error to figure out the correct machine setup. When weld Stainless, they need to be pack purged with Argon shielding gas. Problem for silencers, unlike straight pipe or box, it can easily trap air(Oxygen and Nitrogen and H20 vapor) on the inside. The outside of the weld can be perfect, but it may cause carbide precipitation on the back side of the weld, aka Sugaring(looks like black burnt sugar) which is absolutely cancer for welds. 
Water can cause hydrogen embrittlement stainless steel, too. https://en.wikipedia.org/wiki/Hydrogen_embrittlement Normally when we do this type of small, complicated shaped works, it's put in a vacuum chamber, have all the air sucked out, then refill with argon. If you are a manufacturing plant does it everyday, you may setup differently on a custom rig to have purge gas going through a lathe via sealed fittings, but for one off deal, probably not gonna be worth it. I'm almost certain there won't be any filler wire involved, all pulsed autogenous robotic welding. It looks simple to weld it by hand, it actually a very complex process happens very quickly. Speed, feed, pulse rate, on time, off time, different welding current, taper off, so on and on. There are some very few humans can beat the consistency of the robots, I'd bet they are all work on the nuclear side of business, you won't afford any of them. Stainless is a very poor heat conductor, the welding heat is trapped locally around the seam and causing a lot of warp. So proper alignment is gonna be critical. 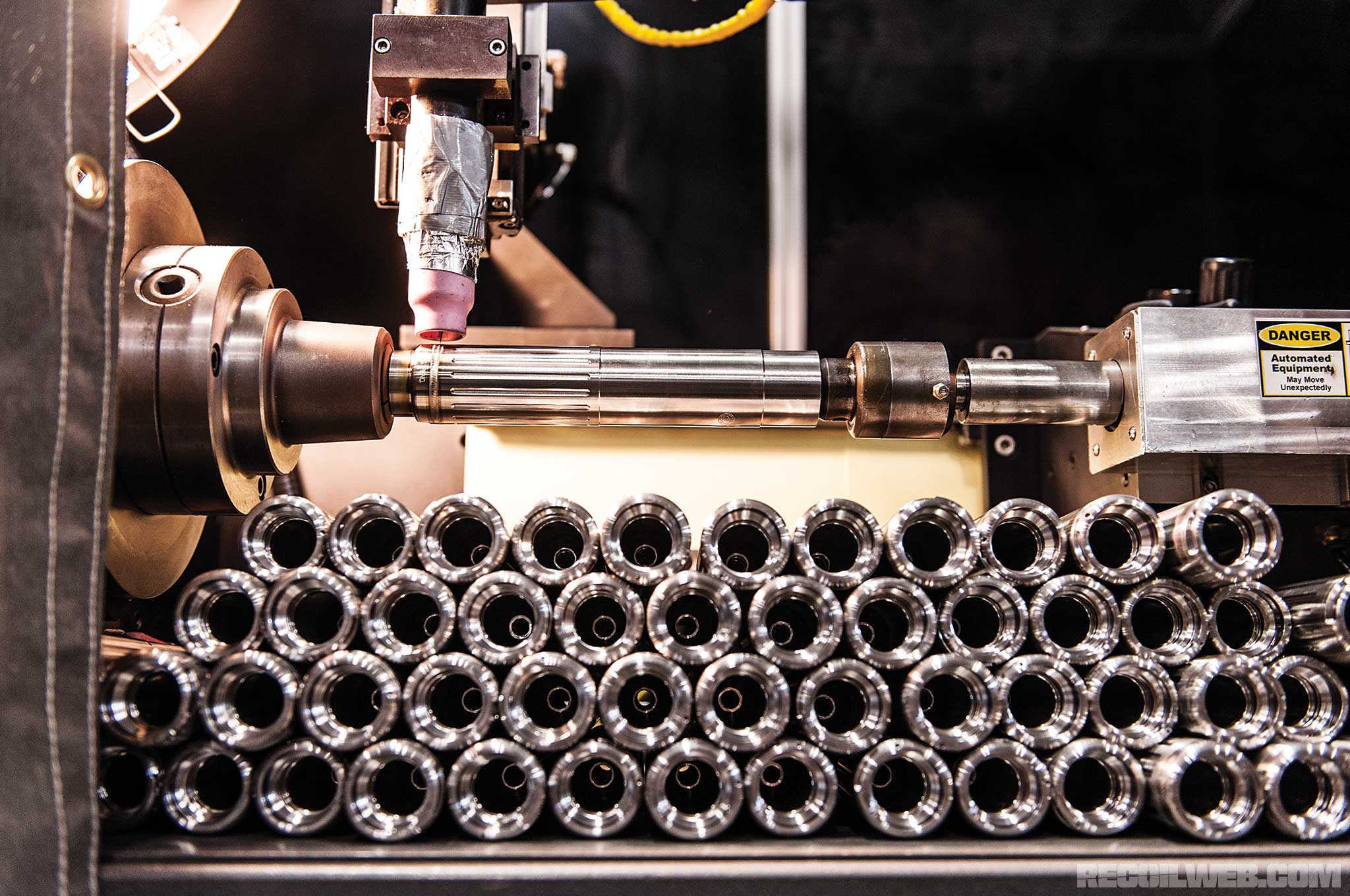
|
|
|
|
[#5]
Legally speaking, you can take silencer parts to a shop to be worked on as long as you are there and take everything with you when you leave.
You can't leave anything overnight, or leave and come back later. |
|
|
|
[#6]
Quoted:
Two ways to do it, I'd avoid hand weld. Tacking by hand is ok though. It's either done on a lathe inside an argon filled chamber or an orbital welder. Be prepared to have many extra cones for scrap, it takes quite bit of trail and error to figure out the correct machine setup. When weld Stainless, they need to be pack purged with Argon shielding gas. Problem for silencers, unlike straight pipe or box, it can easily trap air(Oxygen and Nitrogen and H20 vapor) on the inside. The outside of the weld can be perfect, but it may cause carbide precipitation on the back side of the weld, aka Sugaring(looks like black burnt sugar) which is absolutely cancer for welds. http://www.grumpysperformance.com/weld%20crystalizing.jpg Water can cause hydrogen embrittlement stainless steel, too. https://en.wikipedia.org/wiki/Hydrogen_embrittlement Normally when we do this type of small, complicated shaped works, it's put in a vacuum chamber, have all the air sucked out, then refill with argon. http://www.millerwelds.com/resources/communities/mboard/filedata/fetch?id=505504 If you are a manufacturing plant does it everyday, you may setup differently on a custom rig to have purge gas going through a lathe via sealed fittings, but for one off deal, probably not gonna be worth it. I'm almost certain there won't be any filler wire involved, all pulsed autogenous robotic welding. It looks simple to weld it by hand, it actually a very complex process happens very quickly. Speed, feed, pulse rate, on time, off time, different welding current, taper off, so on and on. There are some very few humans can beat the consistency of the robots, I'd bet they are all work on the nuclear side of business, you won't afford any of them. Stainless is a very poor heat conductor, the welding heat is trapped locally around the seam and causing a lot of warp. So proper alignment is gonna be critical. http://www.recoilweb.com/wp-content/uploads/2016/05/kevin-brittingham-robotic-welding.jpg For a professional product yes there is allot that goes into it for consistency of mass produced products. However you are over thinking it for a home built project. The thing about argon is it's heavier than air so if you orient the baffles so it displaces the air up with argon laying in the low areas where the weld will be there will be no sugaring, ask me how I know. A welded core suppressor is not outside the capability of a good welder without all the steps and equipment you are talking about. |
|
|
|
[#7]
Quoted:
For a professional product yes there is allot that goes into it for consistency of mass produced products. However you are over thinking it for a home built project. The thing about argon is it's heavier than air so if you orient the baffles so it displaces the air up with argon laying in the low areas where the weld will be there will be no sugaring, ask me how I know. A welded core suppressor is not outside the capability of a good welder without all the steps and equipment you are talking about. I would agree 100% Compress the stack (just enough to hold straight) with some threaded rod, modified to allow the flow of argon. Just hold the can so the distal cap is higher and the argon should push out all ambient air. A simple rotisserie style jig is too easy too build. A variable speed electric drill and maybe a couple needed reduction gears. Ive used c-clamps before to hold the tig torch in a stationary position. Setup the rpm's and torch angle, first. Do a couple practice runs on some scrap or a good weldor should be able to get setup w/ in 1 rotation. Id start with a simple 2% thoriated (ceriated should do fine as well) electrode (1/16"). DC- w/ current matching wall thickness. A smaller gas cup w/ flow rates being normal. Try to get the rpm's down to 1, but I think around 2 or 3 would be a good starting point. A deep penetration butt weld (w/ an outer tube) shouldn't need filler. Filler can be used, but may need to be trimmed to slide in tubing. Allow part to cool. Clean if additional post-weld treatment is needed. Bead blast and finish per coating specs. |
|
|
 Win a FREE Membership!
Win a FREE Membership!
Sign up for the ARFCOM weekly newsletter and be entered to win a free ARFCOM membership. One new winner* is announced every week!
You will receive an email every Friday morning featuring the latest chatter from the hottest topics, breaking news surrounding legislation, as well as exclusive deals only available to ARFCOM email subscribers.

AR15.COM is the world's largest firearm community and is a gathering place for firearm enthusiasts of all types.
From hunters and military members, to competition shooters and general firearm enthusiasts, we welcome anyone who values and respects the way of the firearm.

Subscribe to our monthly Newsletter to receive firearm news, product discounts from your favorite Industry Partners, and more.
Copyright © 1996-2024 AR15.COM LLC. All Rights Reserved.
Any use of this content without express written consent is prohibited.
AR15.Com reserves the right to overwrite or replace any affiliate, commercial, or monetizable links, posted by users, with our own.








.jpg)
